低コストの材料でターゲットの放射率を向上
クリーンで、酸化されていない金属表面の放射率はきわめて低くなっています。 そのため、赤外線サーマルカメラでの測定は困難です。 多くの産業⽤研究開発での用途、特に電気的な用途では放射率が低いターゲットがたくさんあり、 正しい測定を行うにはこのような問題のあるターゲットの放射率を高める必要があります。
赤外線サーマルカメラは、電磁スペクトルにおける⾚外部分の放射線強度を記録し、それを可視画像に変換するものです。 物体から放射された⾚外線エネルギーはカメラの光学系によって⾚外線検出器に集められます。 検出器は画像処理のためその情報をセンサー電子回路に送信します。 電子回路は検出器からのデータをビューファインダー、標準的なビデオモニタ、またはLCDスクリーンで確認できるよう画像に変換します。 ⾚外線サーモグラフィは⾚外線画像をラジオメトリック画像に変換する技術であり、画像から温度値を読み取ることができます。 したがって、ラジオメトリック画像の各ピクセルは実際には温度の測定値を示すものとなります。
赤外線画像を正しく解釈するには、さまざまな材質や環境によって赤外線サーマルカメラの温度指示値がどのような影響を受けるかを知る必要があります。 放射率とは物体が⾚外線を放射する効率のことで、完全な放射体(放射率値が1のいわゆる⿊体)との⽐較で評価されます。 実際上私たちが測定する機会の多いターゲットは放射率値が1未満で、完全な放射体ではありません。これらのターゲットの場合、測定された温度は放射され、透過され、反射された放射線の組み合わせということになります。 ⾚外線サーマルカメラには適切な放射率値を設定することが重要で、そうしないと温度測定値は不正確なものとなってしまいます。 フリアーシステムズの赤外線サーマルカメラには、さまざまな材料の放射率が事前に設定されていて、それ以外の材料の放射率は放射率表にまとめてあります。
完璧な⿊体の放射率は1です。つまり、ターゲットからの放射はターゲットの表面から放射されたものが100%を占める、ということです。
しかし実際には、私たちのターゲットは完璧な黒体ではありません。 測定されたターゲットの温度は、放射、透過および反射された放射の組み合わせから決まることになります。
ターゲットの放射率、反射率、および熱伝導率の値は、材料の特性によって大きく変わります。 ほとんどの⾮⾦属の放射率値は0.9に近く、測定された放射の90%がターゲットから放出された放射に由来します。 磨かれた⾦属はほとんどが、0.05〜0.1に近い放射率値を示します。 変⾊した金属、酸化または他の腐⾷⾦属は、酸化または腐⾷の程度に応じて0.3から0.9の範囲の放射率値となります。 放射率が0.7未満の材料は測定が難しく、放射率値が0.2未満の材料では、何らかの⽅法で放射率値を上げなければ、測定はほぼ不可能です。 ここで幸いなことに、⽬標に対する低放射率を補う費⽤対効果の⾼い⽅法があります。 これらの⽅法により、ターゲットの反射率を下げて測定精度を向上させることができます。
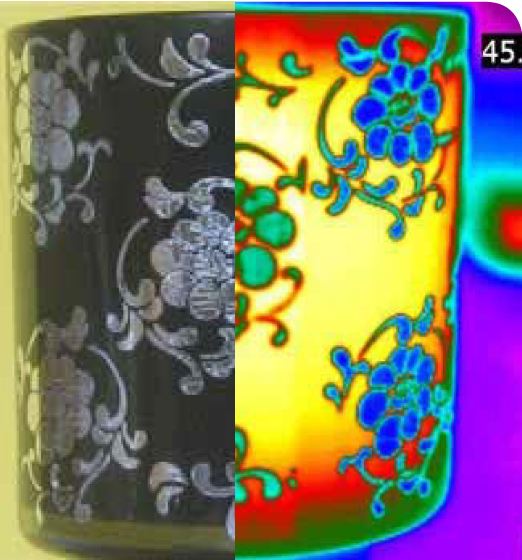
赤外線画像では、葉の部分はマグカップの表面より冷たいように見えるかもしれません。 実際には、それらの温度はまったく同じで、⾚外線放射の強度の違いは放射率の違いによるものです。
絶縁テープ
最も⾼品質の絶縁テープの放射率は0.95です テープが不透明であることに注意しなければなりません。これは特に中間波⻑カメラ(3〜5μm)に当てはまります。 ビニルテープの中には薄すぎて赤外透過が生じるものもあり、これらは高放射率を得る被覆材として使用するには不適切です。 Scotch™ ブランド88黒色ビニル絶縁テープは、中波長域(3~5µm)、長波長域(8~12µm)の両方で0.96の放射率を示すため、これをお勧めします。
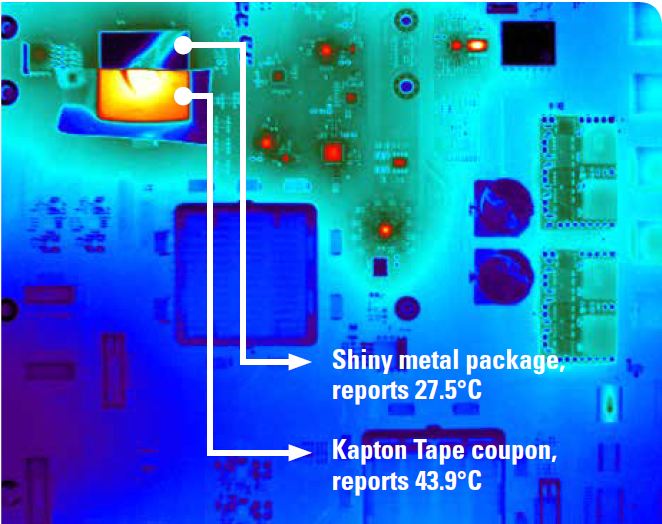
光沢のあるメタルキャップ付き⼤型ASICの温度:コーティングなしの条件でASICは室温近くの温度を表示。 高放射率のカプトンテープの層を追加すると、43.9℃という真の温度を表示。

この例ではテープを貼り付けた2つの⽸が示されています。 左の缶には熱湯、もう1つの缶には室温の水が入っています。 熱い⽸の場合、テープの温度指示値が72.8℃であるのに対し、⽸の指示値は23.5℃となります。 ⽸の放射率がかなり低いため、後者の指示値は基本的に室温となります。 これは、低放射率のターゲットには放射率を高くする措置が必要であることを示す古典的な例です。
塗料およびコーティング
ほとんどの塗料は約0.9〜0.95の放射率を示します。 メタリックベースの塗料は放射率が低く、お勧めできません。 塗料の⾊は⾚外線放射率に大きな影響を与えるものではなく、 平坦度の方が色より重要です。 平坦度が高い塗料は光沢のある塗料よりも優れています。 コーティングもまた、不透明さを確保するため⼗分な厚さがなければなりません。 これには、2層のコーティングを施せば⼗分です。 テープは⼩⾯積に適しています。 塗料は大きな面積に向いていますが、永久的なコーティングとなってしまいます。 大面積のコーティングで除去が必要な場合や、テープが不適切な場合は、粉末を混ぜ込んだスラリーやスプレーも利用できます。 そのような例としては、染色浸透顕色剤やDr. Scholl'sのスプレー式足用パウダーの2つがあります。 こういう粉末を使えば、不透明になるまで厚く塗布することを条件に0.9から0.95の放射率が得られます。
左:放射率を高める塗料を使わないPCB 右:放射率を高める塗料を塗布したPCB 塗料には詳細な情報が失われる欠点がある。
修正液(ホワイトアウト)
修正液の塗布は表面の放射率を高くするのに最適です。 この⽅法は、⼩さな表⾯には使えないテープとは対照的に、最⼩サイズの電気部品にも使えます。 修正液は⼩さなブラシとアルコールで除去できます。 修正液の放射率は、LWカメラの場合、約0.95〜0.96となります。
さらにご注意頂きたいこと
これらのターゲットの多くは通電することが多く、常に注意が必要です。 つまり、ターゲットのコーティングは非通電時にのみ行い、使用するコーティング液は通電時の適切な動作を損なわないよう承認を受けたものに限る、ということです。 コーティングで覆うエリアは十分な大きさを確保するよう注意も必要です。 また、ご使用になるカメラのスポットサイズ比、および安全に使用できる最小の動作距離を把握しておくことも大事です。 たとえば、250:1のスポットサイズ⽐を持つカメラでは、最大で250センチの距離から1センチのターゲットを測定できます(最大250インチまたは20.8フィートの距離からの1インチのターゲット測定に相当)。 ⾼温で使⽤する場合は、エンジン用⾼温塗料や⽊炭使用グリル塗料などを使⽤してください。 テープおよび粉末は、適⽤できる温度範囲に制限があります。 また、電気システムの場合、テープが溶けるようでは問題はかなり深刻であると予想されます。 したがって、そのような用途では⾼温の材料は必要ないでしょう。
プリント基板(PCB)上の放射率値を制御
故障検出の⼿順の中で、部品を搭載したプリント基板(PCB)上のコンポーネント温度を測定することは⾮常に有益で費⽤対効果の⾼い⼿法ですが、放射率値がコンポーネントごとに異なるために困難です。 通常、PCBにはさまざまなメーカーが製造した多種多様な⾦属およびプラスチック部品が実装されています。 基板のコーティングが、既知の、試験も特徴付けも完了しているものであれば、通常、問題は単純なものとなります。 というのも、コーティングの後ではコンポーネント表⾯は同じ放射率値を示し、相対的な温度はサーモグラムによって決定できるからです。
 放射率値を制御するには、プリント基板にコーティングを施せばいいのです。
放射率値を制御するには、プリント基板にコーティングを施せばいいのです。
放射率の決定
放射を測定に利用して真の温度評価を行うには、放射率値を知ることが必要です。 ただし、放射率表の値は慎重に取り扱う必要があります。 放射率値がどの帯域で有効なのかが明確ではない場合が多いのです。 放射率は波⻑によって変化します。 また、材料の表⾯状態、質感、および形状も放射率に重要な役割を果たします。 ここに、放射率の不確かさが測定精度に影響することを理解するための1つのいい⽅法があります。まず、ターゲットの放射率の不確かさを±0.05とします。 放射率が0.95の場合、これは約5%の誤差(0.05/0.95)があることを示します。 光沢のある銅などの材料では、放射率が0.05ですから、これは100%の誤差(0.05/0.05)となります。 これらの誤差が温度計算に波及し、温度の読みの誤差が大きくなります。 このような影響を考慮して、放射率が約0.5に届かないターゲットの温度測定は行わないようお勧めしています。 ターゲットを高放射率の材料でコーティングするようにしてください。
| 一時的 | 恒久的 |
| 染色浸透顕色剤 | リキッドテープ 1/16" |
| 貼り付け用ペーパードット | プラスティディップ 1/32" |
| 修正液(長波) | つや消し非金属塗料 |
| マスキングテープ | スコッチ70シリコンゴム |
| Scotch 33黒色ビニル絶縁テープ | Bulldog #8ゴム(自己接着性) |
| ろうそくのすす(小さな被写体向け) | W.H. Bradyラベル(貼り付け用) |
| コンタクトペーパー | 絶縁テープ(自己接着性) |
| カプトンテープ(シリコン 接着剤付きポリイミドフィルム) | 磁器修正用エナメルl |
| PCB用ラッカープラスチック 70(RE) |
⾼放射率コーティング材料